БЕЗЦЕНТРОВА ПЕТЛЯ MAGNABEND
Після багатьох запитів я додаю на цей веб-сайт детальні креслення безцентрових петель Magnabend.
Однак зверніть увагу, що ці петлі занадто складні для виготовлення одноразової машини.
Основні частини петлі вимагають точного відливання (наприклад, за допомогою процесу вкладення) або механічної обробки методами ЧПУ.
Любителям, мабуть, не варто намагатися зробити цю петлю.
Однак виробники можуть знайти ці малюнки дуже корисними.
(Альтернативним стилем петлі, який не так складно зробити, є СТИЛЬ ПАНТОГРАФ. Дивіться цей розділ і це відео).
БЕЗЦЕНТРОВА СКЛАДНА ПЕТЛЯ Magnabend була винайдена паном Джеффом Фентоном і запатентована в багатьох країнах.(Термін дії патентів закінчився).
Конструкція цих петель дозволяє машині Magnabend бути повністю відкритим.
Згинальна балка обертається навколо віртуальної осі, зазвичай трохи вище робочої поверхні машини, і балка може обертатися на 180 градусів.
На кресленнях і зображеннях нижче показаний лише один шарнірний вузол.Однак, щоб визначити вісь шарніра, необхідно встановити принаймні 2 шарнірних вузла.
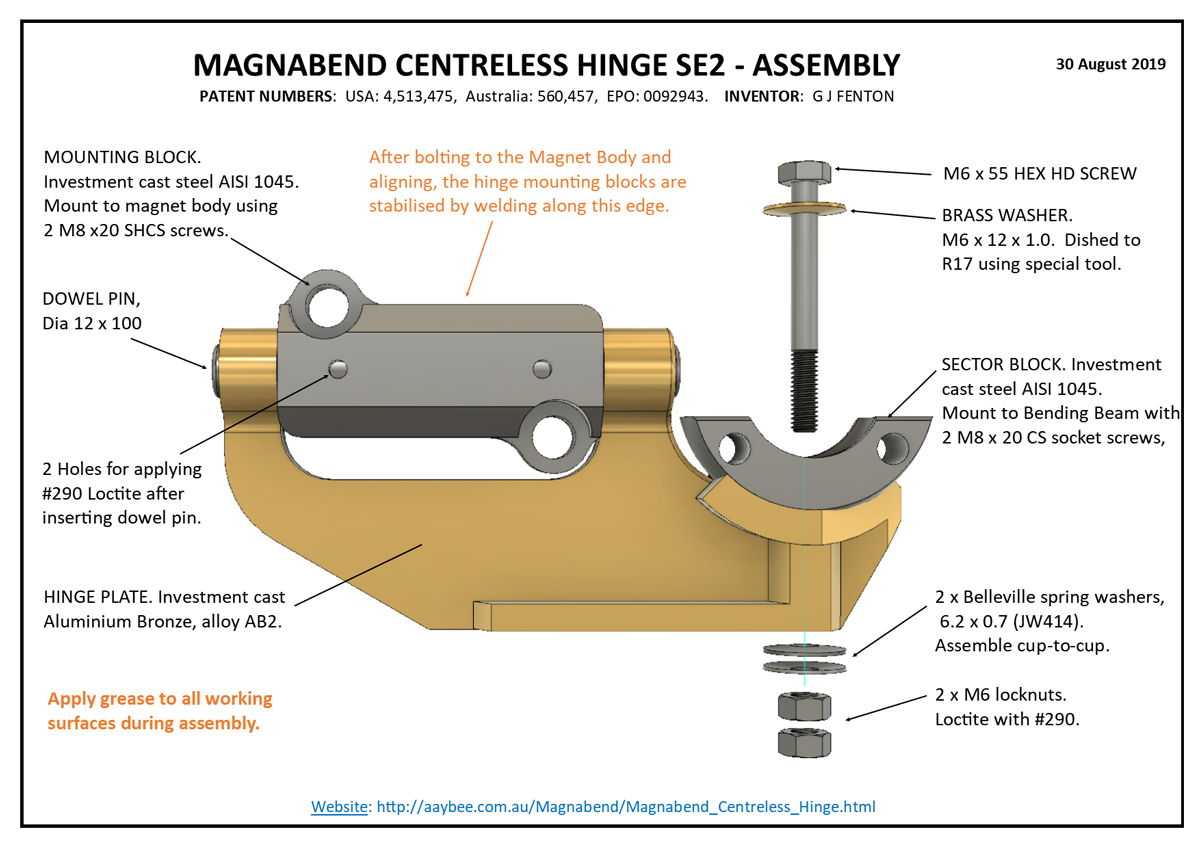
Збірка петлі та ідентифікація деталей (балка згинання на 180 градусів):
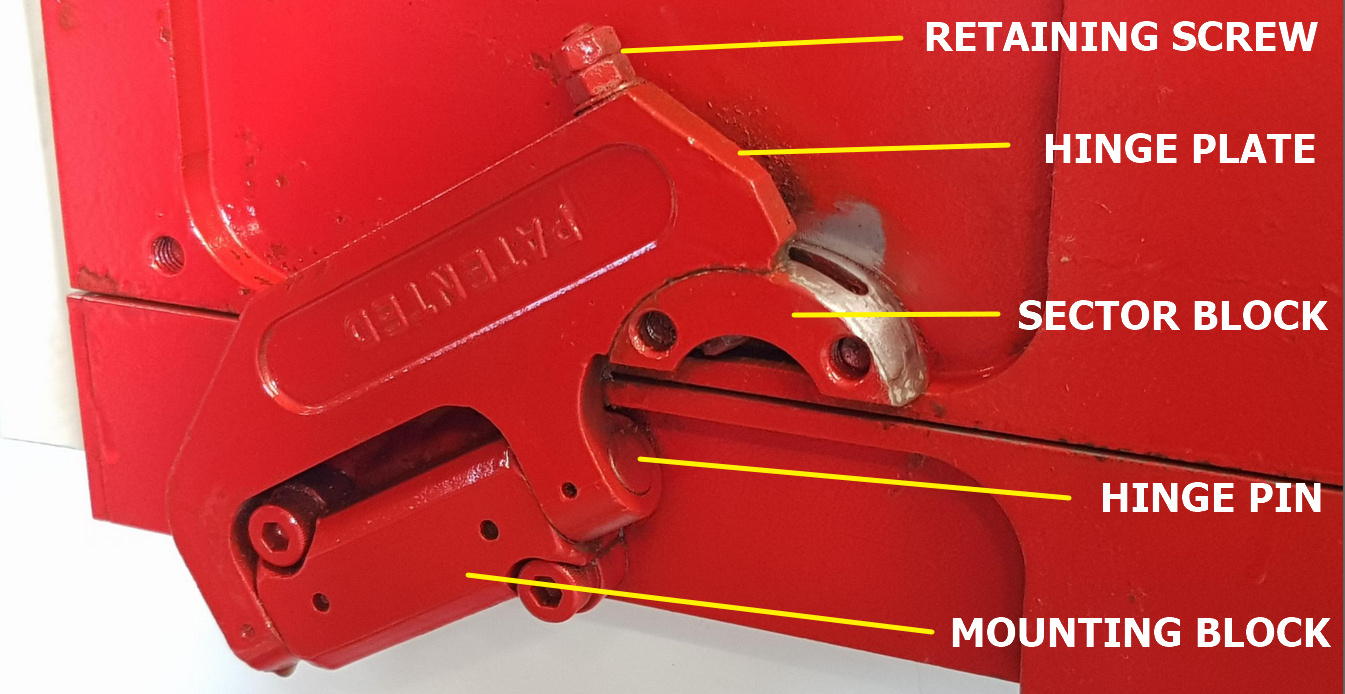
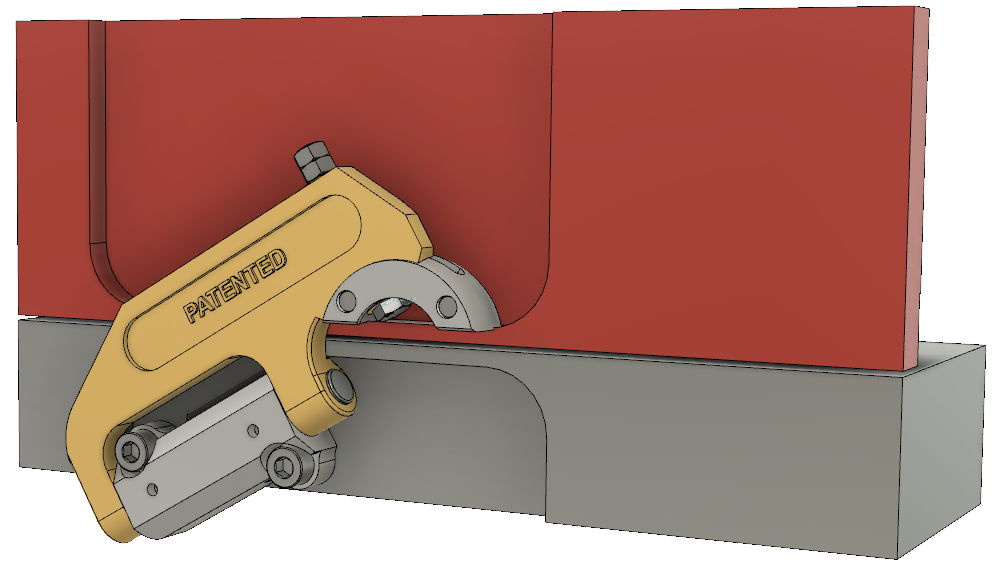
Петля з згинальною балкою в положенні приблизно 90 градусів:

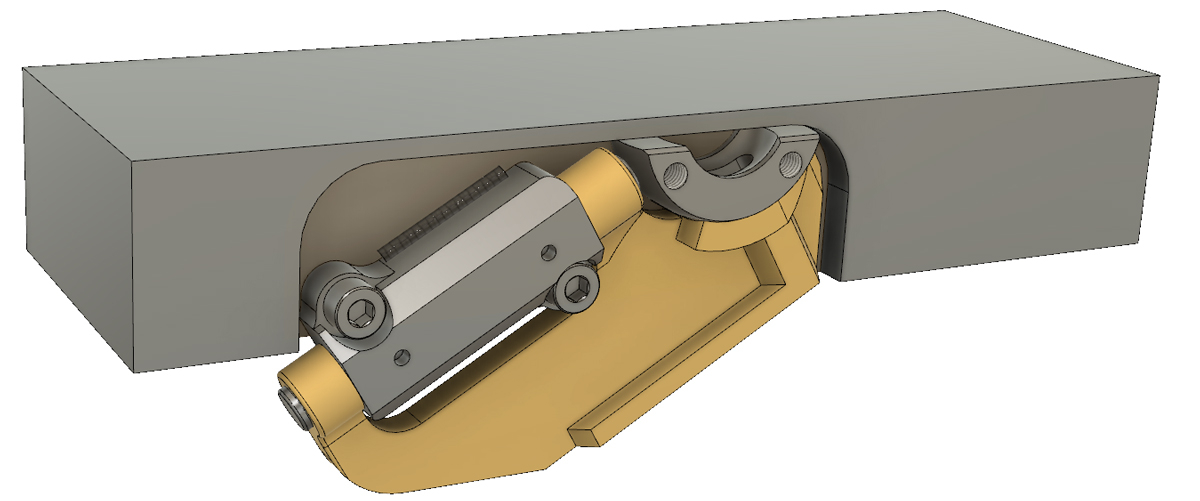
Змонтований шарнірний вузол -3D моделі:
Наведена нижче схема взята з 3-D моделі петлі.
Натиснувши наступний файл «STEP»: Mounted Hinge Model.step, ви зможете побачити 3D-модель.
(Наведені нижче програми відкриють файли .step: AutoCAD, Solidworks, Fusion360, IronCAD або в «переглядачі» для цих програм).
Коли відкрита 3D-модель, ви можете дивитися на частини під будь-яким кутом, масштабувати, щоб побачити деталі, або зникати деякі частини, щоб мати можливість бачити інші частини чіткіше.Ви також можете зробити виміри будь-якої з деталей.
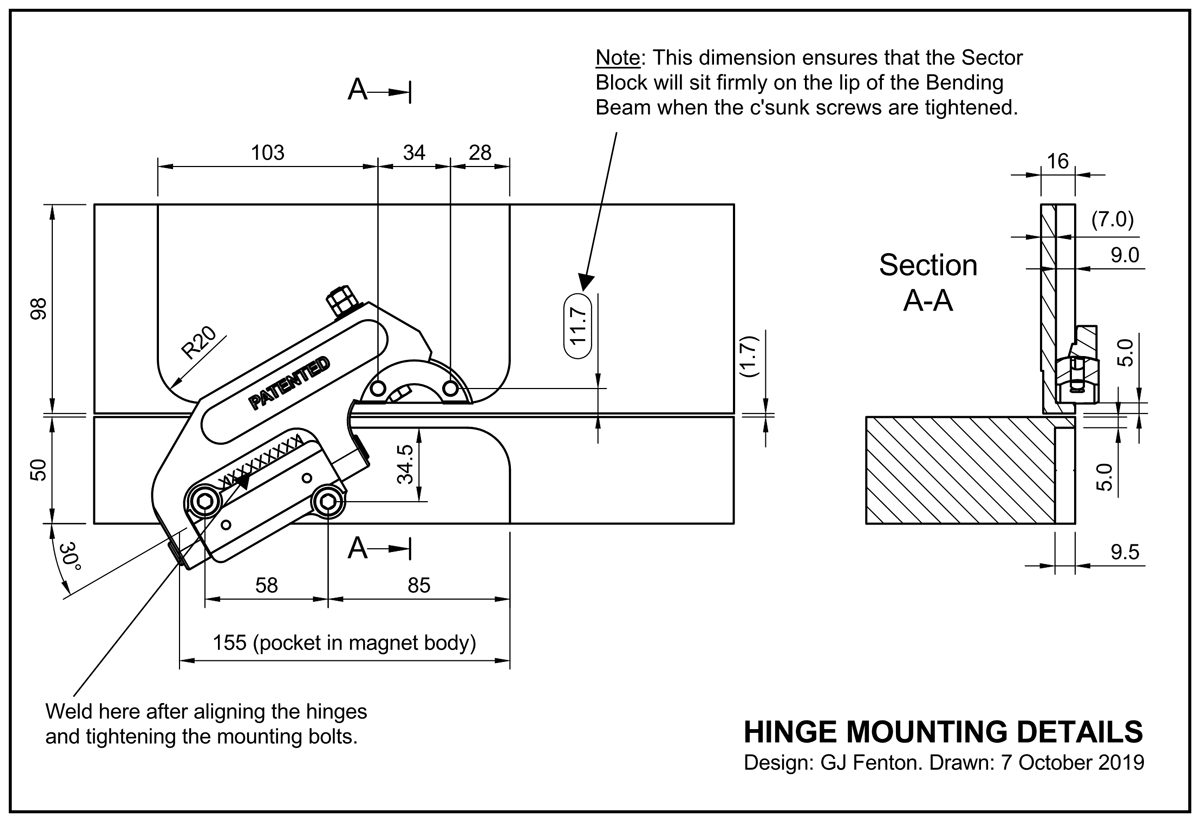
Розміри для монтажу петель:
Збірка петель:
Натисніть на малюнок для збільшеного вигляду.Натисніть тут, щоб отримати файл у форматі pdf: Hinge Assembly.PDF
Детальні креслення:
Файли 3D-моделі (файли STEP), наведені нижче, можна використовувати для 3D-друку або для автоматизованого виробництва (CAM).
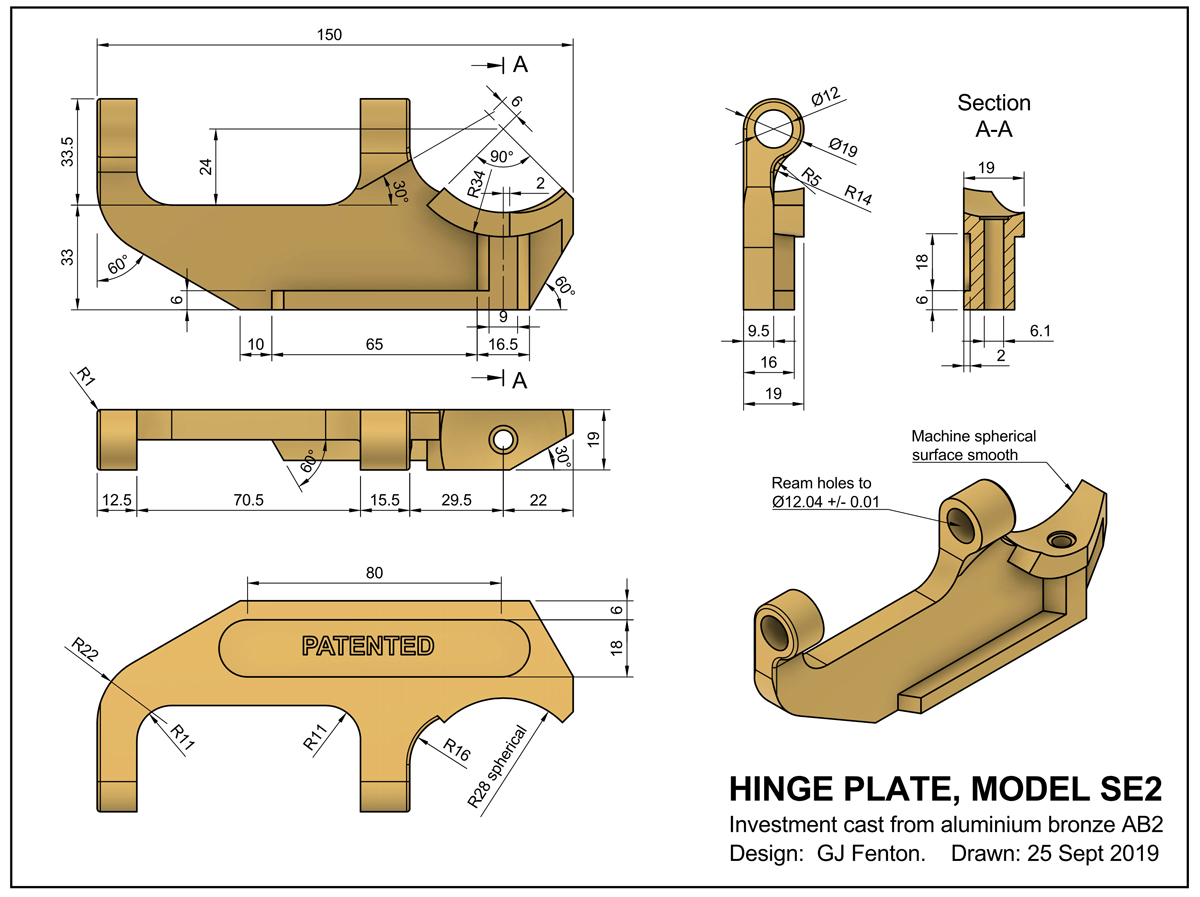
1. Петля:
Натисніть на малюнок для збільшеного вигляду.Натисніть тут, щоб отримати файл pdf: Hinge Plate.PDF.3D-модель: Петля.етап
2. Монтажний блок:
Натисніть на малюнок, щоб збільшити.Натисніть тут, щоб отримати файл pdf: Mounting_Block-welded.PDF, 3D-модель: MountingBlock.step
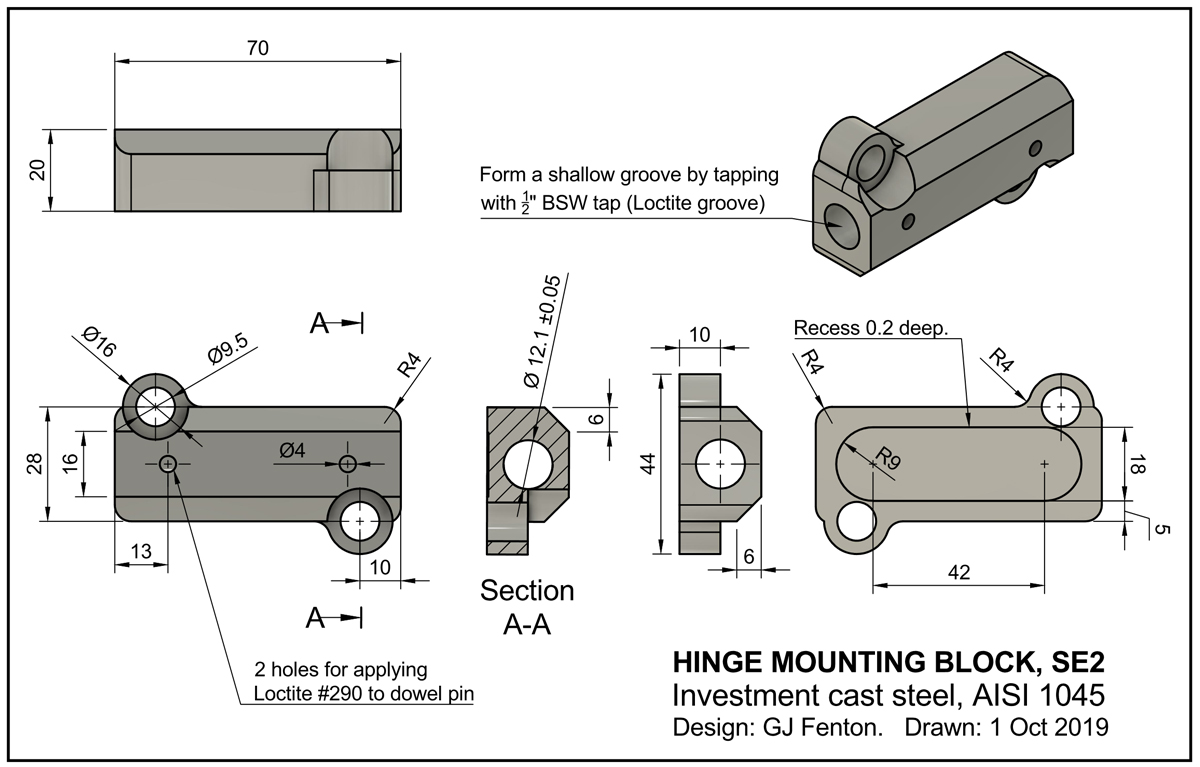
Матеріал монтажного блоку - AISI-1045.Цю високовуглецеву сталь вибирають за її високу міцність і стійкість до розжиму навколо отвору для шарніра.
Зауважте, що цей шарнірний монтажний блок призначений для стабілізації шляхом зварювання до корпусу магніту після остаточного вирівнювання.
Також зверніть увагу на специфікацію для неглибокої різьби в отворі для шарніра.Ця різьблення забезпечує канал для вбирання Loctite, який застосовується під час монтажу петлі.(Штифти петлі мають сильну тенденцію працювати, якщо вони добре не зафіксовані).
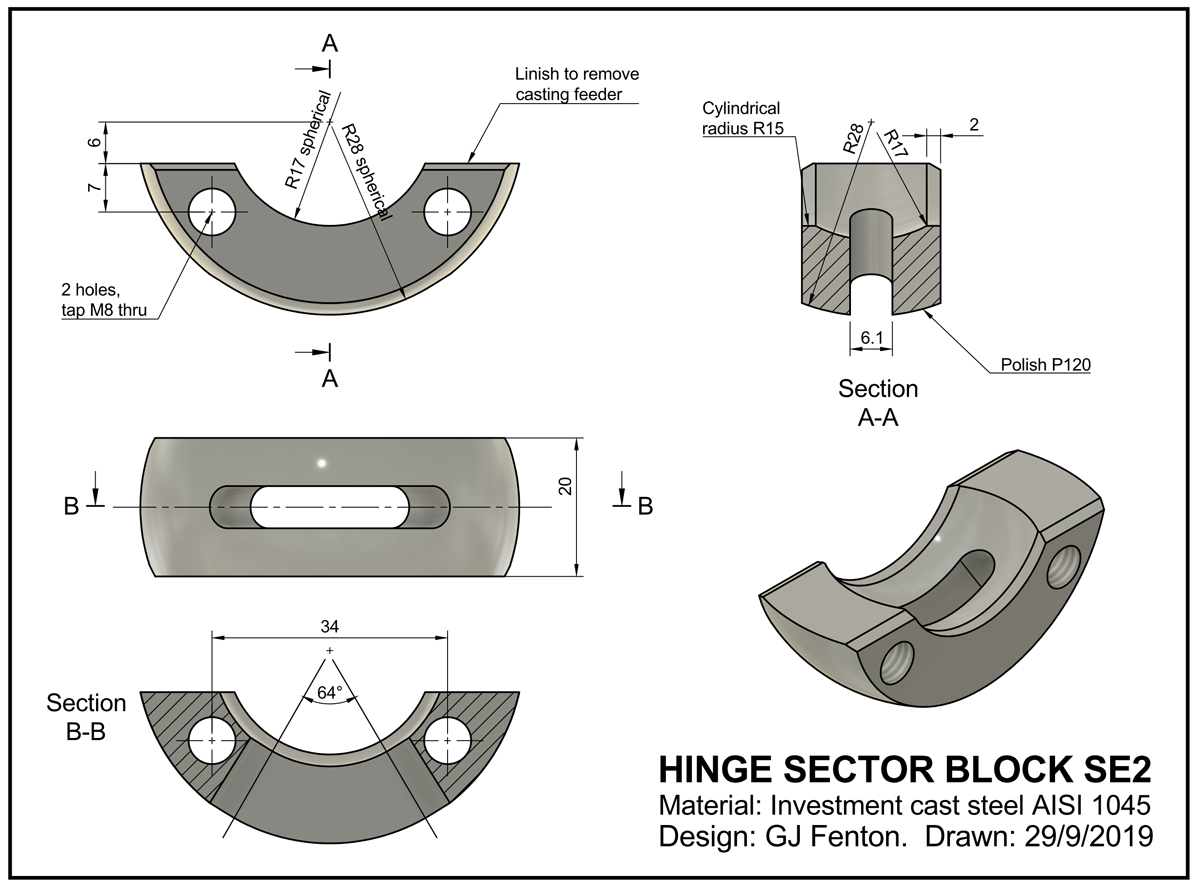
3. Секторний блок:
Натисніть на малюнок для збільшеного вигляду.Натисніть тут, щоб отримати файл pdf: Sector Block.PDF, файл 3D Cad: SectorBlock.step
4. Штифт петлі:
Загартований і відшліфований прецизійний сталевий штифт.

Діаметр 12,0 мм
Довжина: 100 мм
ПЕТЛІ НА БОЛТАХ
На кресленнях і моделях зверху шарнірний вузол прикручений до згинаючої балки (через гвинти в секторному блоці), але кріплення до корпусу магніту покладається на болти ТА зварювання.
Шарнірний вузол був би зручнішим у виготовленні та установці, якби не було потрібно зварювання.
Під час розробки петлі ми виявили, що ми не можемо досягти достатнього тертя за допомогою лише болтів, щоб гарантувати, що монтажний блок не буде зісковзувати при застосуванні високих локалізованих навантажень.
Примітка: хвостовики самих болтів не запобігають ковзанню монтажного блоку, оскільки болти знаходяться в отворах великого розміру.Зазор в отворах необхідний для забезпечення регулювання і невеликих неточностей в положеннях.
Проте ми постачали повністю закріплені петлі для ряду спеціалізованих машин Magnabend, які були розроблені для виробничих ліній.
Для цих машин навантаження на шарніри були помірними та були добре визначеними, тому петлі, закріплені на болтах, працювали добре.
На схемі нижче монтажний блок (синього кольору) призначений для розміщення чотирьох болтів M8 (а не двох болтів M8 плюс зварювання).
Такий дизайн використовувався для виробничої лінії Magnabend.
(Ми виготовили близько 400 таких спеціалізованих машин різної довжини переважно протягом 1990-х років).
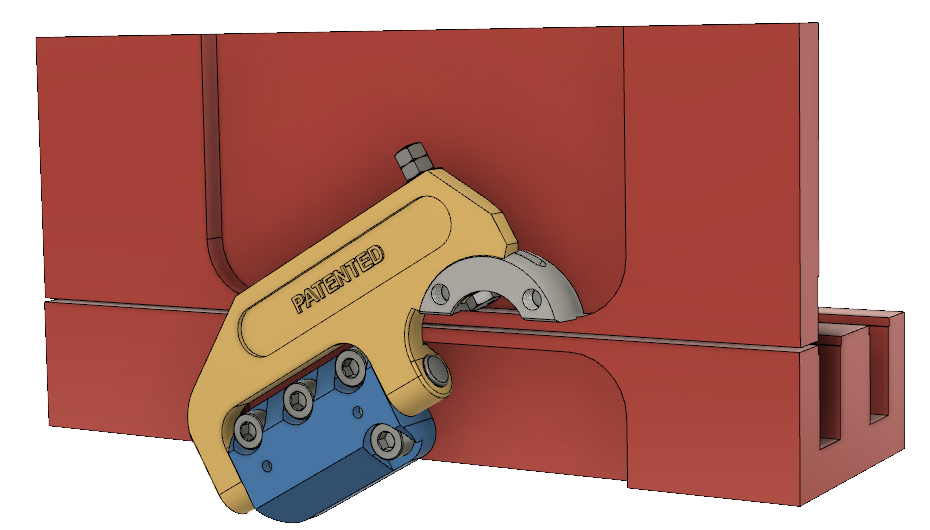
Будь ласка, зверніть увагу, що два верхніх болта M8 впираються в передній полюс корпусу магніту товщиною всього 7,5 мм в області під шарнірною кишенею.
Таким чином, довжина цих гвинтів не повинна перевищувати 16 мм (9 мм в монтажному блоці і 7 мм в корпусі магніту).
Якби гвинти були довшими, то вони б врізалися в котушку Magnabend, а якщо вони були б коротшими, то довжина різьблення була б недостатньою, а це означає, що різьблення може зриватися, коли гвинти закручуються до рекомендованого натягу (39 Нм).
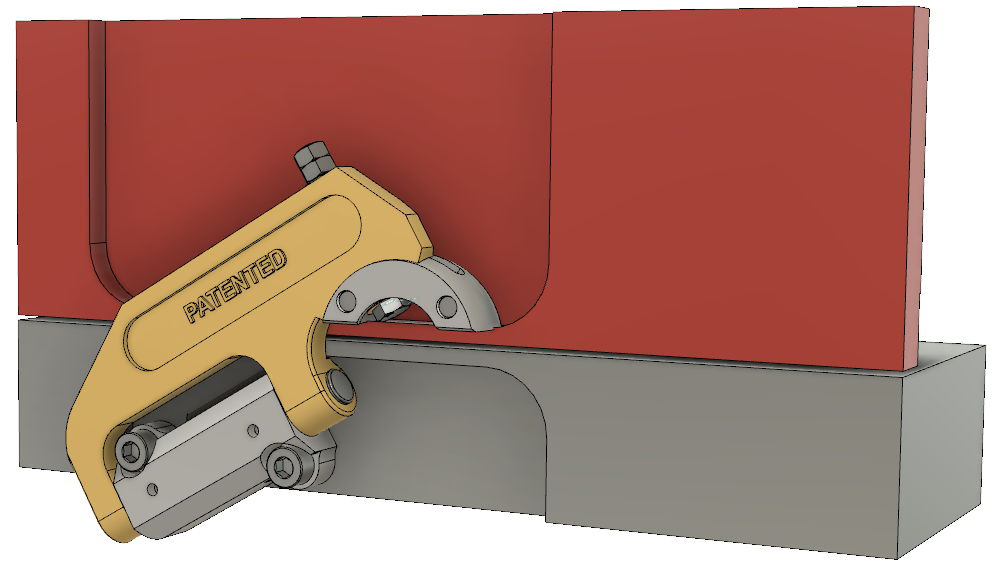
Монтажний блок для болтів М10:
Ми провели деяке тестування, де отвори монтажного блоку були збільшені для розміщення болтів M10.Ці більші болти можна закрутити до більшого натягу (77 Нм), і це, у поєднанні з використанням Loctite #680 під монтажним блоком, призвело до більш ніж достатнього тертя, щоб запобігти ковзанню монтажного блоку для стандартної машини Magnabend (розрахована на згинання). до 1,6 мм сталі).
Однак цей дизайн потребує деякого доопрацювання та додаткового тестування.
На схемі нижче показано шарнір, закріплений на корпусі магніту за допомогою 3 болтів M10:
Якщо будь-якому виробнику потрібна додаткова інформація про повністю прикручені петлі, зв’яжіться зі мною.